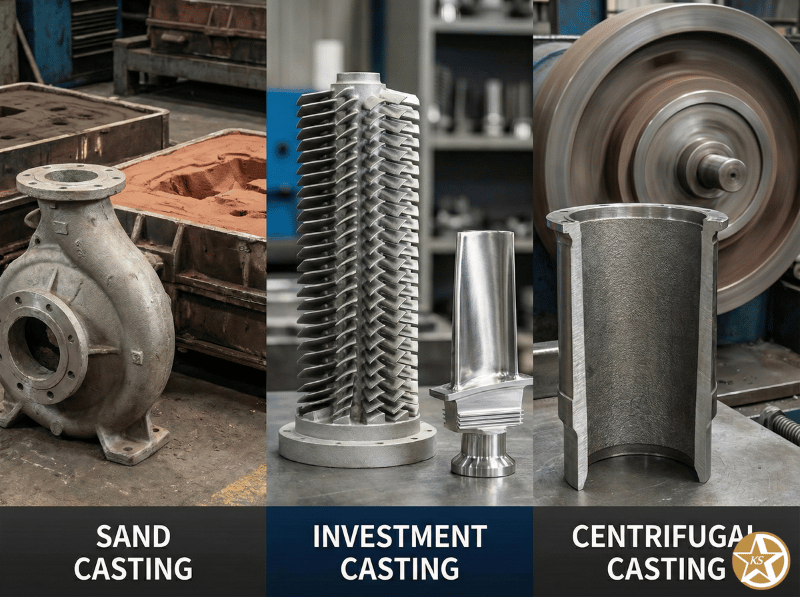
In metal manufacturing, there is no single "best" casting method—only the best method for your specific part. For procurement managers and engineers, choosing between Sand Casting, Investment (Lost Wax) Casting, and Centrifugal Casting often involves balancing three critical factors: cost, precision, and material properties.
Making the wrong choice can lead to excessive machining costs, material defects, or paying for tolerances you don’t actually need.
At King Shine, we specialize in navigating these technical trade-offs. Whether you need a massive machine base or a precision marine component, we help you select the optimal process. In this guide, we break down the strengths and weaknesses of the three major casting methods to help you decide which fits your project.
1. Sand Casting: The Versatile Workhorse
Sand casting is the oldest and most widely used metal casting process. It involves creating a mold from a mixture of sand and bonding agents.
- Best For: Large parts, low-to-medium production volumes, and projects with lower tooling budgets.
- Typical Applications: Heavy machinery bases, large valve bodies, pump housings, and large impellers.
The Pros:
- Low Tooling Cost: Patterns are generally cheaper to make than metal dies.
- Size Versatility: Can cast parts weighing from a few ounces to several tons.
- Material Flexibility: Almost any ferrous or non-ferrous alloy can be sand cast.
The Cons:
- Surface Finish: Results in a rougher surface texture (Ra 12.5–25 µm) requiring more finishing work.
- Tolerances: Lower dimensional accuracy compared to other methods; requires generous machining allowances.
2. Investment Casting (Lost Wax): The Precision Specialist
Investment casting uses a wax pattern coated in a ceramic slurry to create a mold. Once the ceramic hardens, the wax is melted out (lost), and molten metal is poured in.
- Best For: Complex geometries, thin walls, and parts requiring a high-quality surface finish with minimal machining.
- Typical Applications: Marine hardware (cleats, hinges), complex industrial components, and turbine blades.
The Pros:
- Near-Net Shape: Produces parts very close to the final dimensions, drastically reducing machining costs.
- Excellent Finish: Superior surface quality (Ra 1.6–3.2 µm) right out of the mold.
- Complexity: Capable of creating intricate internal passages and undercuts that sand casting cannot achieve.
The Cons:
- Cost: Higher unit cost and tooling cost due to the multi-step process.
- Size Limits: Generally limited to smaller parts (usually under 50kg), though capabilities vary.
3. Centrifugal Casting: The Strength Leader
Unlike static casting (sand or investment), centrifugal casting spins the mold at high speeds while molten metal is poured. The G-force pushes the molten metal against the mold walls.
- Best For: Cylindrical parts requiring high material density and structural integrity.
- Typical Applications: Bushings, sleeves, cylinder liners, rings, and tube shapes.
The Pros:
- Superior Material Quality: The spinning action forces impurities and inclusions to the center (ID), which are then machined away. The result is a defect-free, dense metal structure.
- No Cores Needed: The internal diameter is formed by the volume of metal poured, not a solid core.
- Mechanical Properties: Often exhibits better tensile strength than static castings.
The Cons:
- Geometry Limits: Primarily restricted to symmetrical, cylindrical shapes.
- Equipment: Specialized equipment is required (which King Shine provides).
Learn more:
Comparison at a Glance
Here is a quick comparison to help you match the process to your requirements:
| Feature | Sand Casting | Investment Casting | Centrifugal Casting |
|---|---|---|---|
| Tooling Cost | Low | Medium/High | Medium |
| Part Cost | Low | High | Medium |
| Surface Finish | Rough | Excellent (Smooth) | Good (OD), Machined (ID) |
| Tolerance | Loose (+/- 1-3mm) | Tight (+/- 0.1mm) | Moderate (+/- 0.5mm) |
| Best Geometry | Bulky, Large Parts | Complex, Intricate | Cylindrical, Round |
| Porosity Risk | High | Low | Lowest (Dense) |
Summary: Which Process Should You Choose?
To make the right decision, ask yourself these three questions:
- What is the specific geometry and shape of the part?
If it is a hollow cylinder or ring, start with Centrifugal Casting for the best material purity. If it has complex details or requires a polished look (like Marine Hardware), choose Investment Casting. If it is large and heavy, Sand Casting is likely best. - What is your expected production volume?
For prototypes or small runs, Sand Casting keeps startup costs low. For high-volume precision parts, Investment Casting pays for itself by eliminating machining time. - How much post-casting machining does your budget allow?
If you want "Near-Net Shape" to avoid machining, choose Investment. If you are going to machine the part thoroughly anyway, Sand or Centrifugal are more economical choices.
Still Not Sure? Let King Shine Analyze Your Drawing.
At King Shine, we don’t just supply parts; we optimize production. Because we handle Sand, Investment, and Centrifugal casting projects, we can offer unbiased advice on the method that delivers the best quality at the best price.
Contact Us Today – Send us your drawings for a free DFM (Design for Manufacturability) review and process recommendation.